19
Nov, 2014

Direct Metal Laser Sintering (DMLS) 3D printing was featured first as an excellent rapid prototyping tool and then as a new manufacturing advancement in two 3D Printing Industry News items over the past two days. So which is it, prototyping or production parts? The fantastic news for designers, engineers, and production managers is that DMLS has been a phenomenal rapid prototyping tool for functional metal parts for years and now it is also a proven metal manufacturing method for complex parts ranging from turbines to heat exchangers.
As Scott Grunewald points out in his article, “This (DMLS) rapid prototyping allows newly developed components to be test installed, articulated and checked for clearance and movement tolerances. The final models can then be used to create the drawings and manufacturing guides that define construction materials, inspection requirements and post processing features. This portion of the process is so fast that the final part is just being completed by the time the approved drawing is released.” Innovations can be tested in working models, using titanium, inconel, tool steel, stainless steel or aluminum and then tweaked and retested in a matter of days. DMLS parts near 100% density, making them comparable or denser than machined or cast parts. 3D metal printing, like other 3D printing methods allows multiple 3D models to be built at the same time without contending with expensive CNC programming time. Aerospace giants like GE and Lockheed Martin have invested in hundreds of DMLS machine to take advantage of this competitive advantage.
While GE and other aerospace players have used 3D prototyping for years, they have also increasingly starting using DMLS for production runs. Sigma Components’s news about its funding and partnership with Rolls Royce to utilize DMLS to manufacture complex functional parts for use in end products highlights the untapped potential 3D manufacturing brings to production. DMLS has progressed in its speed and reliability to the point of becoming a viable process for Sigma to “…redesign and develop lightweight pipe end fittings that use 3D printing and additive manufacturing to reduce the weight of traditionally manufactured components and minimise part and manufacturing costs.” However, to achieve its full potential, designers and engineers must shift their perspective to Design-for-3D, eliminating traditional manufacturing design constraints.
i3D MFG™ is focused on helping its customers realize these manufacturing advantages. With a full team of 3D engineers, as well as its designation as the EOS Material Process Application partner, we not only offer 3D manufacturing, but new DMLS powder development, parameter development, and of course, rapid prototyping.
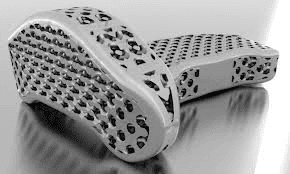
Spinal implants manufactured using 3D metal printing, or Direct Metal Laser Sintering (DMLS), have been the standard OEM sample to highlight complex latticed geometries. The question being, have any of those cool looking implants been used in the real world? Great new for all DMLS users and manufacturers – 4WEB Medical announced this week that 3,000 of their DMLS spinal implants have been successfully used by surgeons. Even better, the relatively rough surface finish associated with 3D printed metal parts creates an even better patient outcome. According to 4WEB, ” The truss implant designs have a distinctive open architecture, which allows for up to 75% of the implant to be filled with graft material to maximize bone incorporation.The 4WEB Medical ALIF device has a bi-convex surface that brings the implant and graft material closer to adjacent bone across the entire end plate rather than just around the outside edge. This in addition to a unique implant surface texture dramatically improves initial fixation and reduces the chance of migration.”
As a DMLS manufacturer, i3D MFG™ works closely with its clients on surface finish requirements, a commonly misunderstood piece of 3D metal printing. 3D metal parts are nearly 100% dense, allowing for any post process associated with machined or cast parts; however, clients often expect parts to come straight off the DMLS machine with near mirror polish. The reality is that the initial surface finish for a DMLS part before post process ranges form 125-300 Ra depending on the metal. 4WEB’s spinal implant leaves the rough surface which enhances the effectiveness of the implant. This is a huge shift in how we think about design, incorporating roughness as an innovative tool. Not all applications will achieve this type of synergy between the raw DMLS part and function, but as we shift towards design-for-3D, it’s worth taking note of the match between DMLS and medical implant advancements.
Image from: 4webmedical.com

Why would a new small business opening in The Dalles, Oregon be newsworthy to Aerospace Manufacturing and Design Magazine? Aerospace is big in the Pacific Northwest and the UAV/UAS giant Insitu is located 20 minutes from i3D™ Manufacturing’s Direct Metal Laser Sintering (DMLS) factory. 3D metal printing has emerged as a critical component in aerospace, rocket, and UAV design and manufacturing, but until 2014, there were no Northwest DMLS service providers. Insitu, Boeing, and the like were forced to use services thousands of miles away, reducing some of the lead time and cost advantages 3D printing is known for. Oregon is defined by innovation and i3D™’s 3D printing technology is at the forefront of advanced and additive manufacturing. DMLS moves 3D printing from the prototyping realm into true production parts manufacturing. DMLS parts are used in final assemblies by Boeing, Lockheed Martin, GE, etc. In addition to aerospace, i3D™ also provides parts for medical and dental device applications, firearms accessory manufacturers, the energy and recreational gear industries, and automotive parts users.
In 2013, manufacturing accounted for 28% of Oregon’s economy, over $65 billion in output. So, its not surprising that the Portland Tribune and Portland Business Journal also featured i3D™ in their Summer 2014 publications. As opposed to traditional, or subtractive manufacturing where parts are carved out of billet, the additive manufacturing process starts with 20-40 micron layers of powdered metal and uses a laser to melt thousands of micro layers together, one layer at a time based on a 3D CAD model – adding material only where the model dictates. The no-waste process enables parts to be built that cannot be traditionally manufactured, including complex geometries, lattice and honeycomb structures, conformal channels, and single part builds of multi-part assemblies. i3D™ prints stock metals including Titanium, Aluminum, Inconel, 15-5 and 17-4 Stainless Steel, and Maraging Tool Steel as well as custom powders created for specific customer applications. The Dalles has a long history of metal manufacturing and gave i3D™ a warm welcome to its community and the Columbia River Gorge region. Both The Dalles Chronicle and Gorge Technology Alliance celebrated i3D™’s headquarters locating in Oregon.

When INDUSTRY and Ti Cycles designed their entry for the Oregon Manifest bike design project, their vision required next generation technology and exotic metals that would then be hand-crafted by artisan bike makers into a premier urban commuter bicycle. Creating a beautiful balance between local artisan and new technology meant designing in a completely different mindset – enter, 3D printing. Keeping it local, INDUSTRY brought Oregon-based i3D™ Manufacturing on board to 3D print components that simply could not be manufactured using traditional methods. Included in these custom parts were intricate handlebars housing a bluetooth smartphone app called My Bike which monitors bike maintenance and alerts you to when a light needs to be replaced or when something goes wrong with your brakes. Another software, Discover My City, has a series of curated rides from five of Portland’s coolest residents, which suggests where to ride, eat and shop. The rider simply gets “buzzed” with the alerts, keeping them connected as they commute. Ti Cycles signature tubing Titanium frames are the perfect way to make sure no wires interfere with the rider and preserve the aesthetics of the bike design. The curves and junctions of parts of the frame also needed to be 3D printed because the tubing could not be traditionally manufactured to hold the lines properly. i3D™ printed fork crowns, front and rear dropouts, head tubes, bottom brackets, and seat clusters for the bike. The titanium printed part welds showed superior strength and seamlessly integrated with the tubing. 3D printing and phone apps aside, in the end, it was the skill and craftsmanship of Ti Cycles that brought the high tech and custom bike manufacturing together to create a perfect blend of utility and elegance. Go see what all the “buzz” is about at 3ders.org, Engadget, treehugger, and Bike Portland.

i3D™ Manufacturing joined INDUSTRY and Ti Cycles in creating a 3D printed titanium bicycle as Portland’s entry for the 2014 Oregon Manifest Bike Design contest. 3D printing is a perfect solution for those wanting to manufacture a tailor-made product. Whether aesthetics, function, weight reduction, design innovations, or exotic metal cost effectiveness are the goals, additive manufacturing is a game-changer for design and manufacture. Direct Metal Laser Sintering (DMLS) produces functional production parts by fuses 20-40 micron layers of metal powders together from a 3D CAD model. Multiple CAD models can be built on a single run, facilitating cost effective single part production, allowing for multiple versions of the same part to be run simultaneously for evaluation, and reducing lead times from weeks or months to hours and days. Exotic metals like Titanium and Inconel become cost effective because DMLS is a no waste process – after the micro lasers are laser melted together, the left over powder is vacuumed back into the machine and reused. Traditional manufacturing of these costly metals often resulted in as much as 70% scrap, making Titanium cost prohibitive despite its perfect match for the bicycle industry’s weight and strength property requirements. While working with Titanium proved more difficult than other DMLS metals, i3D MFG™ added supports and geometry adjustments for structural rigidity and thermal dissipation to offset tolerance and creep issues created by mass, height, and stress relief. Custom latticed parts, innovative fork crown geometries, and organic frame lines were all possible using 3D printing. Design-for-3D erases all traditional manufacturing limitations, including minimum order quantities, machine lines, and complex assemblies. Furthermore, the weldability and post process properties of 3D printed parts is generally better than cast parts and comparable to machined parts. Read 3D Print News’ interview with Ti Cycles or designboom’s article for details on this exciting Titanium bicycle project.

The Aerospace industry has been integrating DMLS (Direct Metal Laser Sintering) in its structural applications for years. Other industries are now jumping on board with this cutting edge technology (oil and gas, medical, military, auto…). While typical applications revolved around standard objects such as brackets and ducts using investment casting- the future lies with 3D Design-for-Manufacturing. Nozzles, Injectors, Turbine Blades, Wing Spans, Spars, Struts, Entire Jet and Rocket engines all contain 3D production parts. Check out GE’s latest DMLS advancement.
Chemistry Data :
| Aluminum | 5.5 – 6.5 | |
| Carbon | 0.08 max | |
| Hydrogen | 0.0125 max | |
| Iron | 0.25 max | |
| Molybdenum | 1.75 – 2.25 | |
| Nitrogen | 0.05 max | |
| Oxygen | 0.12 max | |
| Silicon | 0.1 max | |
| Tin | 1.75 – 2.25 | |
| Titanium | Balance | |
| Zirconium | 3.5 – 4.5 |
Titanium (Ti-6Al-2Sn-4Zr-2Mo) has generally been intended for high temperature use in environments up to 538°C (1000°F). Common applications consist of “hot section” gas turbine components such as discs, impellers, turbines, etc. With excellent tensile creep and fatigue properties, Ti 6-2-4-2 is also used for afterburner structures and hit airframe “skin” applications. Not readily available, Ti-6-2-4-2 is possible to convert and print using DMLS. i3D™ specializes in custom DMLS powder development and production.
Titanium is considered difficult to machine or cast. While Titanium for DMLS requires experienced operators, once its risk factors are mastered, it is forgiving and relatively affordable using DMLS. Its characteristics have been compared to those found in 316 Stainless Steel 3D printed parts. Recommended practice includes high coolant flow which aids the offset of the materials for minimal thermal conductivity establishing gradual speeds and relatively high feed rates.
i3D™ works relentlessly to make sure customer requirements are always met and understood. We actively use our manufacturing knowledge for customers’ benefits. Whether it is one part or production volume parts, i3D™’s experienced team is determined to deliver the highest quality part, quickly and accurately.



{kind=link}
{kind=link}
{kind=link}
{kind=link}